激光喷丸强化设备通常为激光器和机器人的组合。一般的,激光喷丸控制系统可以采用机器人与激光器独立控制的模式,激光器的出光频率要和工业机器人运行速度严格匹配,机器人恰好运动到目标位置时激光器恰好出光,激光点位控制精度低,尤其是机器人初始加速运动阶段和末尾减速运动阶段,会存在多出光或是乱出光的问题,影响加工质量。
本公司自主研发的脉冲激光-机器人运动的闭环协同控制技术,重点解决需要解决实际加工点与规划目标点精确重合、激光触发时间点与工件规划位姿精确匹配两个难点问题。对于工艺路径规划的每个加工点位,机器人运动到位时,反馈当前位置至控制系统,判别当前位置与规划位置是否匹配,满足要求则控制系统控制输出单个激光脉冲。能量计进行出光检测,完成出光检测后,控制系统再发送下一加工点位至工业机器人并使其运动执行到位,依次实现所有规划点位的激光喷丸强化。
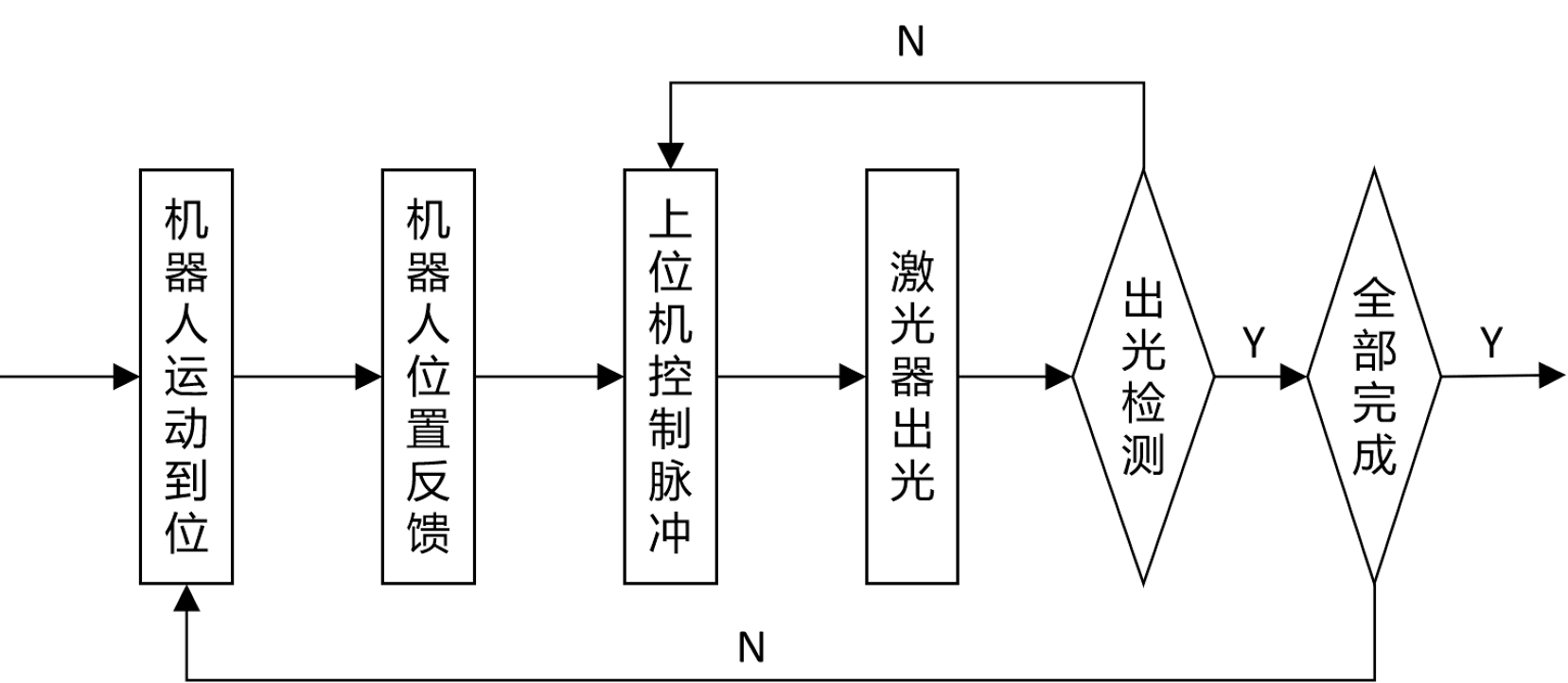
图 脉冲激光-工业机器人协调控制逻辑
上述控制方式可实现重复频率≥50Hz条件下单个脉冲“时-空”闭环控制,确保实际强化点位与目标点位精准匹配,搭接率均匀一致,曲面加工精度<0.3mm。同时,可以实现光的精细化管理,实现单个脉冲激光和约束层状态、点位空间位置、脉冲能量等物理信息一一对应,实现工艺质量的有效追溯。
表 两种加工方式的比对