复杂曲面脉冲激光与机器人的高效协同控制技术,需要解决实际加工点与规划目标点精确重合、激光触发时间点与工件规划位姿精确匹配两个难点问题。采用外时钟触发控制的方式,对于工艺路径规划的每个加工点位,机器人运动到位时,反馈当前位置至控制系统,判别当前位置与规划位置是否匹配,满足要求则控制系统控制输出单个激光脉冲并通过能量计完成出光检测,再发送下一加工点位至工业机器人并使其运动执行到位,依次实现所有规划点位的激光冲击强化。
在传统静态冲击模式中,机器人完成启停、姿态调整等单步运动时间超过200ms,当机器人运动到目标点位后,受制于脉冲激光器周期性的出光特点,需静止等待激光器出光,加工过程存在明显时序损耗,系统最高加工频率仅为2.5Hz。
公司自主研发的飞行冲击模式,采用机器人连续轨迹运动 + 激光脉冲同步触发的协同控制策略,机器人按照预设的轨迹连续运动,在激光器每个出光周期结束时精确运动到指定位置,控制系统精准触发脉冲激光器完成出光。此模式彻底消除了机器人启停、姿态调整及驻留等待时间,将复杂曲面加工频率提升至10Hz以上,单位时间内有效冲击点数大幅增加,整体加工效率显著提升,可满足大型复杂曲面构件高效率强化加工需求。
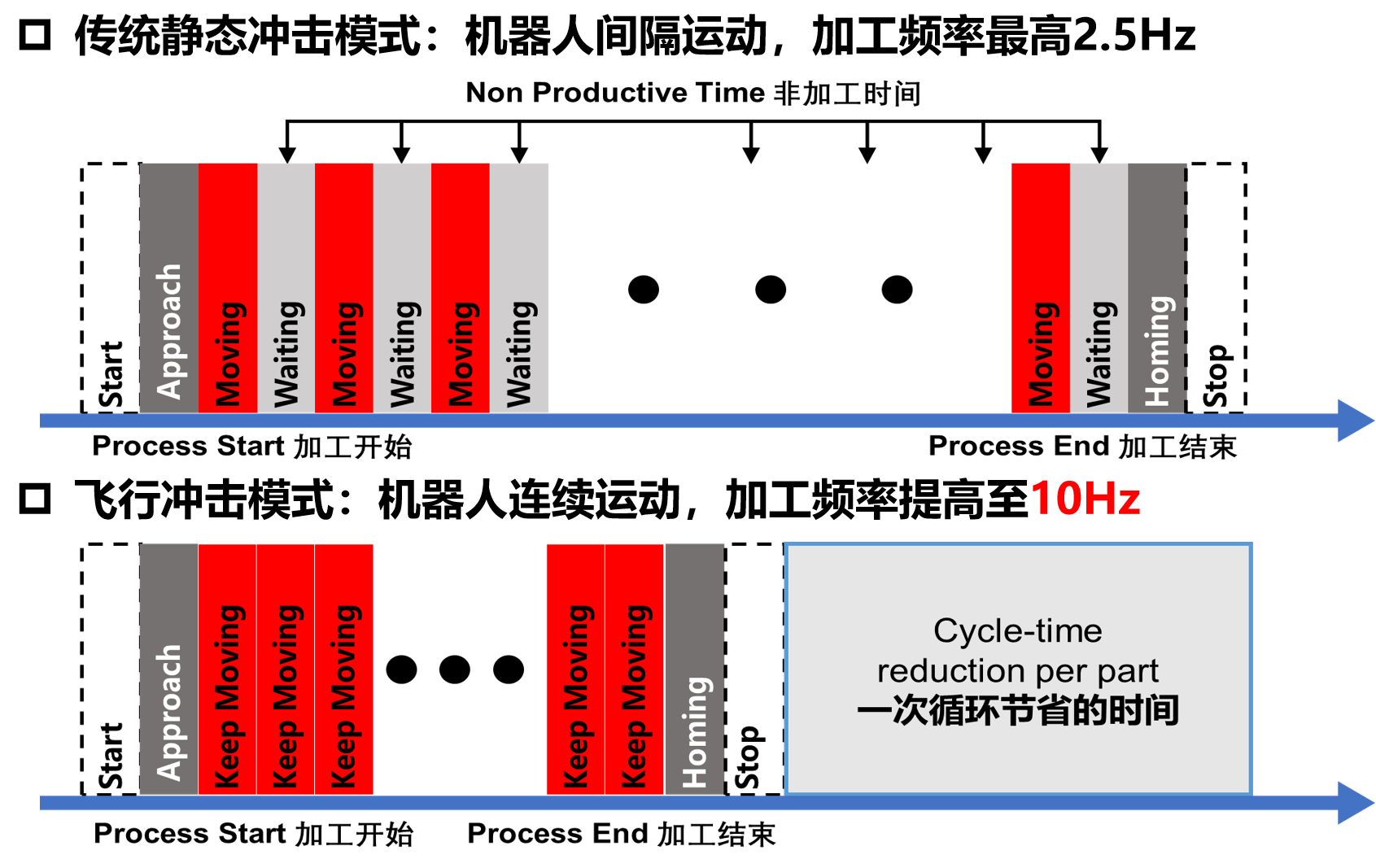
图 传统静态冲击与飞行冲击模式对比